Cam-driven technology optimises the compaction process by maintaining consistent tablet hardness across turret speeds, enabling robust, scalable manufacturing of capping-prone blends.

During tablet compression, a variety of manufacturing issues can arise, and these generally fall into two categories: visible defects and functional deficiencies. Visible issues, such as capping or lamination, can be observed directly on the final tablet. Functional problems, on the other hand may only emerge during mechanical testing; among these, hardness variability is especially important. Often, inconsistent hardness is not an isolated problem but an early indicator of a hidden tendency toward capping, driven by uneven stress distribution or insufficient bonding within the compact.
Capping is one of the most frequent and challenging mechanical defects encountered during tablet production. It is defined as the partial or complete separation of the upper or lower zone of the tablet, typically during decompression or ejection. Although manufacturers often try to correct it through empirical adjustments, capping is fundamentally rooted in the intrinsic behaviour of powders under compression. Understanding how particles rearrange, deform, and relax stress throughout the compaction cycle is therefore essential for effective troubleshooting.

At the beginning of compression, powder enters into the die cavity and is exposed to relatively low pressures. In this initial consolidation phase, particles rearrange, the bulk density increases and trapped air is gradually released. Efficient deaeration is crucial for adequate tablet strength because residual air can accumulate elastic energy that later contributes to capping or lamination during pressure release. When the powder bed is properly deaerated, density becomes more uniform and stresses are more evenly distributed during the subsequent high-pressure phase.
As the tablet moves under the main compression rolls, higher pressures induce particle deformation and, in some cases, fragmentation. The extent to which particles plastically deform, elastically recover, or fracture depends on both their material properties and the processing conditions. These mechanisms occur simultaneously and govern the strength and quality of the interparticulate bonds formed during compaction. Ultimately, the balance between bond formation and residual elastic energy determines the mechanical robustness of the final tablet.
Although powders are often classified as plastic, elastic, or brittle, these descriptors are qualitative. In reality, every powder exhibits a combination of behaviours depending on pressure, dwell time, compression speed, and tooling geometry. For capping-prone systems, the interplay between elastic recovery and bonding efficiency is particularly critical.
For capping-prone systems, the interplay between elastic recovery and bonding efficiency is particularly critical”
Brittle powders tend to fracture under compression, generating new surfaces that can potentially improve bonding. However, if fragmentation is not accompanied by adequate plastic deformation, the resulting bonds may be weak or unevenly distributed. Upon decompression, elastic recovery, stemming either from the particles themselves or from trapped air, may generate tensile stresses within the compact. If these stresses exceed the cohesive strength of the tablet, failure occurs preferentially at the crown, resulting in capping. Even when capping does not occur visibly, these stresses may still lead to reduced or inconsistent hardness.
For these reasons, capping should not be viewed solely as a superficial defect, but rather as the most visible expression of a deeper mechanical instability within the tablet. Functional issues such as hardness variability often serve as early indicators of this instability. A comprehensive understanding of the compaction process, especially in systems dominated by brittle fracture, is essential to achieve the proper balance between particle breakage, bond formation and stress relaxation.
A comprehensive understanding of the compaction process, especially in systems dominated by brittle fracture, is essential to achieve the proper balance between particle breakage, bond formation and stress relaxation”
This article delineates a mechanistically grounded framework for the interpretation and mitigation of capping phenomena in pharmaceutical tableting, with specific emphasis on the densification and fracture behaviour of brittle powder systems under high compressive loads. The analysis focuses on the influence of critical process parameters on stress transmission, elastic recovery and interparticulate bonding, which collectively govern both the manifestation of macroscopic defects and the resulting functional performance of the final dosage form.
Within this framework, the implementation of an additional, cam‑driven compaction event enables a controlled redistribution of axial and radial stresses, effectively modulating strain rates and reducing stored elastic energy prior to final decompression. The integration of Preforma, IMA’s patent‑pending compaction cam technology, available in two differentiated geometrical profiles and incorporated into advanced rotary tablet presses, constitutes a key technological enabler for decoupling densification and fracture processes, thereby providing a high‑precision tool for the control of one of the most critical and persistent defects in tablet manufacturing.
Materials and methods
A placebo blend with brittle-tendency behaviour if compressed was used to simulate realistic formulation conditions in tablet manufacturing (Table 1). The inclusion of tricalcium phosphate as a diluent decreased the overall mixture compactability, leading to a blend with a potential for capping when the force exerted is removed especially at high tablet press speeds.
| Component | Percentage (%) |
|---|---|
|
Tricalcium phosphate tribasicum |
78 |
|
Starch |
20 |
|
Magnesium stearate |
2 |
Table 1: quali-quantitative composition of blend studied
An innovative rotary tablet press (DOMINA 500, IMA, Italy) was employed, equipped with two types of punches (Euro-B and Euro-D 441) having the same tablet geometry (flat, 9 mm diameter). The target tablet weight was set at 250 mg, with the aim of achieving the lowest possible relative standard deviation (RSD) and mechanical strength > 30N without any defect.
To investigate the influence of various process parameters on selected responses, a Design of Experiments (DoE) approach was adopted. A D-optimal design comprising 84 experimental runs was created to explore the optimal operating ranges (Table 2).
| Type of punches (-) | Upper punches penetration (mm/mm) | Type of compaction step | Pre-compression Force (kN) | Main compression Force (kN) | Turret speed (rpm) |
|---|---|---|---|---|---|
|
Euro-B |
1.5/1.25 |
Cam 4 mm – min force |
1/3 of main compression force |
15 |
20 |
|
Euro-D 441 |
5/5.5 |
Cam 4 mm – max force |
1/2 of main compression force |
20 |
40 |
|
Cam 8 mm – min force |
As main compression force |
25 |
90 |
||
|
Cam 8 mm – max force |
|||||
|
No compaction |
Table 2: levels of variables studied in DoE
Process parameter descriptions
- Punch type: Two punch types (Euro-B and Euro-D 441) were investigated to evaluate their influence on process consistency and the effect of dwell time on tablet quality attributes.
- Upper punches penetration: two different upper punches penetrations had been explored, one closest to die plate (1.5/1.25mm) that potentially improves air evacuation from the powder bed under compression and one deeper in the dies to stress the powder’s tendency to cause capping.
- Type of compaction step: Contact time was defined as the duration of punch–powder contact during which compressive stress was applied, as derived from the force–time profiles reported in Figure 3; within these profiles, dwell time corresponded to the interval at maximum compression force. In conventional rotary tableting conditions, contact time was limited to the millisecond range by turret speed and press kinematics, resulting in a short stress application interval. In the modified cam‑driven compaction configuration used (cam 4 and 8 mm), the effective contact time was extended by approximately one order of magnitude through the application of a low and progressively increasing compressive load initiated immediately downstream from the feeder, prior to the pre‑compression stage. This early densification step promoted gradual powder bed consolidation and facilitated air evacuation before pre‑compression and main compression. As a result, the powder bed entered the main compression phase at a higher and more homogeneous bulk density. Force–time profiles acquired under both conventional and extended contact‑time (with the two Preforma profiles at the minimum and maximum force achievable) conditions were used to characterise differences in stress application and served as the basis for correlating compaction dynamics with subsequent tablet mechanical properties.

Figure 3: Force vs time graph with compaction cam
- Forces: Three levels of pre-compression force (⅓, ½, and equal to the main compression force) were evaluated to assess the impact of air removal on the final tablet structure. Main compression forces of 15, 20, and 25 kN were selected to identify the optimal pressure conditions for maximising tablet mechanical strength.
- Turret speed: Turret rotation speeds 20, 40 and 90 rpm were tested to determine the effect of reduced contact time under rolls and its impact on tablet quality.

Results
Blend analysis
The placebo blend was characterised in terms of flowability (Carr Index), loss on drying (L.O.D.), and particle size distribution (Figure 5).
The blend showed a Carr Index of 24%, classified as poor flowability. The L.O.D., measured at 105 °C, was 3%, indicating considerable residual moisture content.
The particle size distribution revealed a heterogeneous profile, confirming the presence of both fine and coarse fractions, which may concur in achieving heterogeneous densification when powder is compressed and the possible capping defect.

Figure 5: Particle size distribution of blend studied
All tablets produced had been characterised in terms of weight, thickness, tablet strength, diameter, friability and disaggregation and complied to EP standards: main focus was tablet hardness and visual inspection to assess the absence of defect.
Influence of process parameters on tablet mechanical strength
Tablet mechanical strength was strongly influenced by turret speed, main compression force, as well as by compaction force applied.
For both punch types, tablet strength decreased strongly without (red line) an additional compaction step as explained in Figure 6.

Figure 6: Hardness trend vs punch type with and without compaction step
The results reported in Figure 7 highlight the critical role of the particle breaking point in brittle powder blends especially prone to capping: this graph explores with a PCF 1/3 of main compression and an additional compaction step, the interaction between tablet hardness and main compression force applied at a constant tablet press speed. Under moderate compaction forces (<15 kN), the introduction of an additional compaction step results in a clear increase and stabilization of tablet hardness, indicating enhanced interparticulate bonding without inducing particle fracture. However, when the applied compression force exceeds a formulation‑specific threshold, a different trend emerges: despite the prolonged compaction, tablet hardness no longer increases and may even decline, suggesting the onset of extensive particle fragmentation.
This behaviour indicates that, beyond the particle breaking point, further force application promotes brittle fracture rather than effective densification, leading to the generation of fines, reduced bonding efficiency and an increased propensity for structural defects. These findings confirm that identification and control of the particle breaking point are essential when processing brittle formulations, as excessive compression cannot be compensated by compaction alone and may ultimately exacerbate capping phenomena.
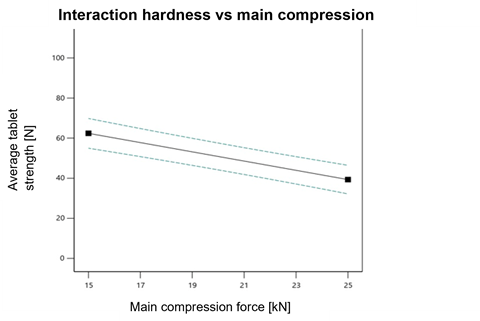
Figure 8 illustrates the effect of increasing tablet press speed on average tablet hardness for the blend studied, comparing standard operation (red curve) with the modified compaction cam configuration (black curve) at the same PCF and with compaction. Under conventional conditions, tablet hardness decreases progressively with increasing press speed, reflecting the expected reduction in contact time and the concomitant limitation of interparticulate bonding efficiency. In contrast, the introduction of the compaction cam results in a markedly different response, with tablet hardness remaining substantially constant over a broad range of press speeds: hardness slightly decreases from 50 to 70 rpm showing also an increasing on average values from 80 to 90 rpm.

Figure 8: Hardness vs turret speed interaction
This behaviour demonstrates the beneficial effect of extended and modulated compaction in compensating for reduced residence time at higher production rates, effectively decoupling tablet mechanical integrity from press speed. On this basis, an optimum process design space can be defined, within which critical process parameters, primarily press speed and compaction force, can be selected to maximise productivity while maintaining stable tablet hardness.
Notably, the region identified by the process optimisation analysis corresponds to operating conditions where sufficient consolidation is achieved without inducing excessive particle fragmentation, enabling robust processing of brittle blends that would otherwise be prone to hardness loss and capping at elevated speeds: it is possible to define best process optimisation that can be used for this specific formula (Table 3).
| Process parameter | Optimised range / value | Unit | Notes on influence |
|---|---|---|---|
|
Main compression force |
< 20 |
kN |
Kept below threshold to avoid excessive particle fragmentation and capping |
|
Upper punch penetration |
Not significant |
mm |
No strong effect observed within the investigated range |
|
Pre‑/Additional compaction force |
YES, 2.5kN (max force) |
kN |
Fixed value used to promote early densification and air evacuation |
|
PCF (Pre‑Compression Force) |
Not significant |
kN |
Limited influence on tablet hardness under optimised conditions |
|
Turret speed |
50 – 60 |
rpm |
Identified as optimal range to maintain constant tablet hardness |
Table 3: Process optimisation for capping-prone formulation
Conclusion
This study shows that capping and hardness variability in brittle, fragmentation‑dominated blends arise from limited contact time and unfavourable stress distributions in conventional rotary tableting, where increasing force alone can drive particle breakage beyond the particle‑breaking point. Introducing an additional cam‑driven compaction step extends contact time, as Preforma did, promotes early densification and air evacuation, and redistributes stress before pre‑ and main compression, yielding a more homogeneous powder bed.
Consequently, tablet hardness remains stable over a broad range of turret speeds, effectively decoupling mechanical performance from press speed even for capping‑prone formulations. A DoE‑based evaluation enabled definition of a robust process design space, balancing press speed and (pre/main) compaction forces below fragmentation thresholds, to maximise productivity while minimising defects.
Overall, the Preforma cam acts as an enabling technology to control densification pathways and mitigate capping, supporting scalable, high‑speed manufacturing with consistent tablet strength.
About the authors
Federica Giatti - Process technologist at IMA Active Competence Center.
Caterina Funaro - Process technologist and Manager at IMA Active Competence Center.
Fabrizio Salvatore Consoli - Tableting Technical Manager at IMA Active.