

article
Guide to Testing 2025
In this Guide to Testing, articles explore method validation for endotoxin testing and using advanced chromatography solutions for analytical laboratory applications.
List view / Grid view
In this Guide to Testing, articles explore method validation for endotoxin testing and using advanced chromatography solutions for analytical laboratory applications.
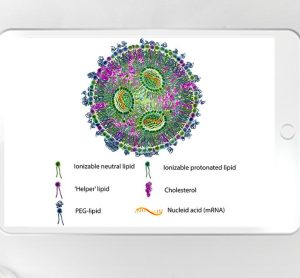
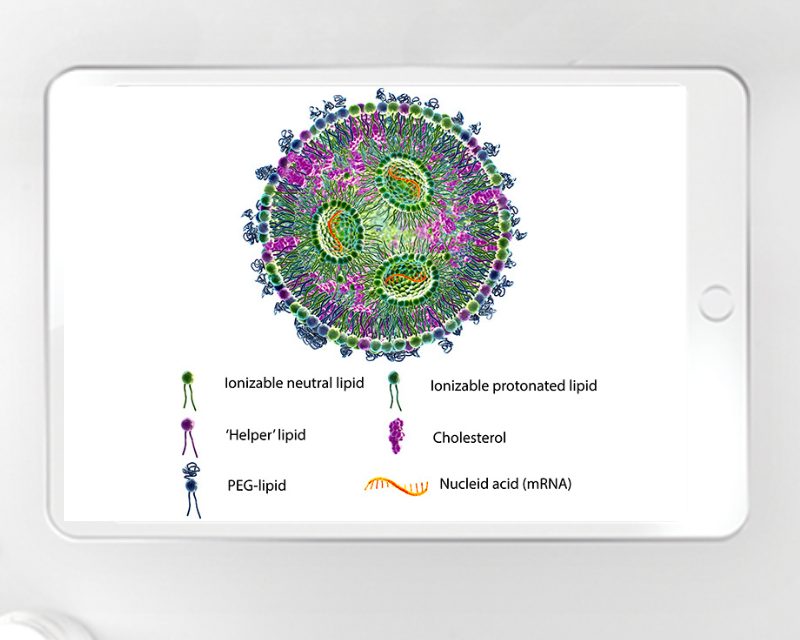
Overcome matrix interferences in RNA–LNP endotoxin testing with LAL-based methods & recombinant factor C assays. Learn more in this whitepaper.


The research highlights a potential approach to address cross-contamination challenges during cell-processing operations.


7 March 2025 | By Fujifilm Wako
Discover the benefits of sustainable recombinant LAL for endotoxin testing. Learn about its relevance, selection considerations, and seamless integration into your lab processes with expert insights.


The system is distinguishable from other bacterial expression systems and can be applied in scenarios where minimal endotoxin contamination is an issue, according to the research.

This in-depth focus features articles on environmental monitoring trends such as digitalised management of EM data, as well as endotoxin detection.

The Chapter for endotoxin testing using non-animal derived reagents will help quality professionals ensure the safety of sterile pharmaceutical products.


30 October 2024 | By Charles River
Webinar presented by Miriam Guest, Senior Principal Scientific Advisor at Charles River, to explore how ATP-bioluminescence outperforms traditional sterility testing in complex matrices.


9 September 2024 | By FUJIFILM Wako
Watch this webinar to learn about the current regulations on the monocyte activation test (MAT) and the new type of MAT entering the markets.

Dr Radhakrishna Tirumalai and Karen Zink McCullough reflect on the recent opportunity to update the user requirements document relating to reference endotoxin standards.


Veronika Wills, Associate Director, Global Technical Services at Associates of Cape Cod, Inc (ACC), discusses in-depth, motivations and strategies surrounding the use of recombinant reagents for bacterial endotoxin testing.

In this Guide to Testing articles explore limit of detection requirements for microbial testing of short-shelf-life products and sustainable endotoxin testing.


26 April 2024 | By Veolia Water Technologies & Solutions - Sievers Analytical Instruments
Watch this on demand webinar to hear about the latest RMM technology and how it aligns with USP testing criteria. This webinar will cover testing strategy, and data will be presented to effectively demonstrate suitability of the Soleil for its intended use and correlation to plate counts.

If the proposed USP Chapter < 86 > on using non-animal derived reagents is approved, it will be published for early adoption in November 2024, USP states.


As of 1 April, two European Pharmacopoeia monographs allow the use of rFC to test for bacterial endotoxins in pharmaceutical waters.
